想一睹201不锈钢棒厂家现货直发产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:朔州山阴201不锈钢棒厂家现货直发的图文介绍

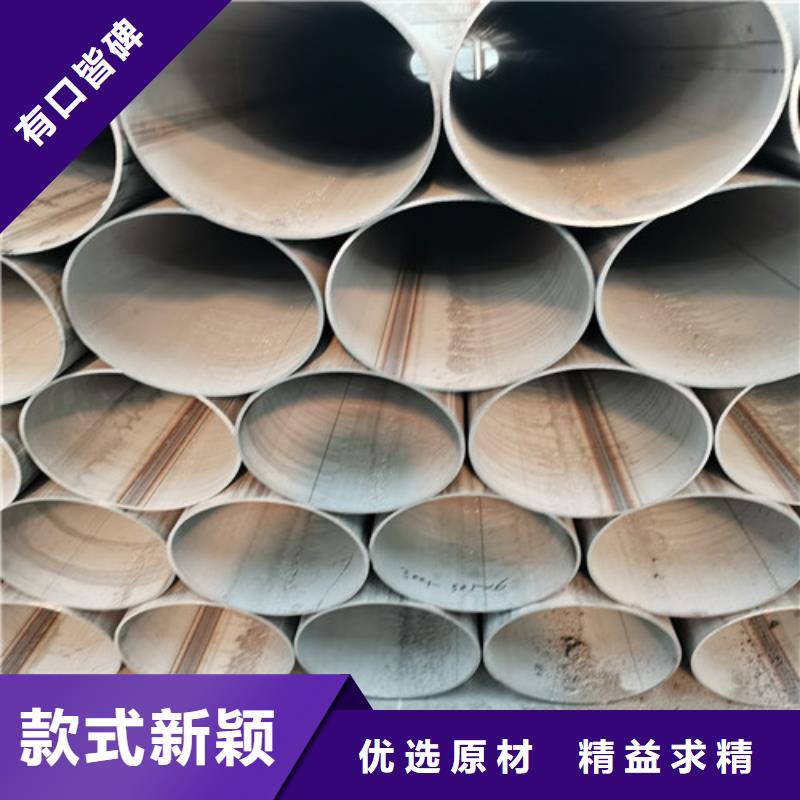
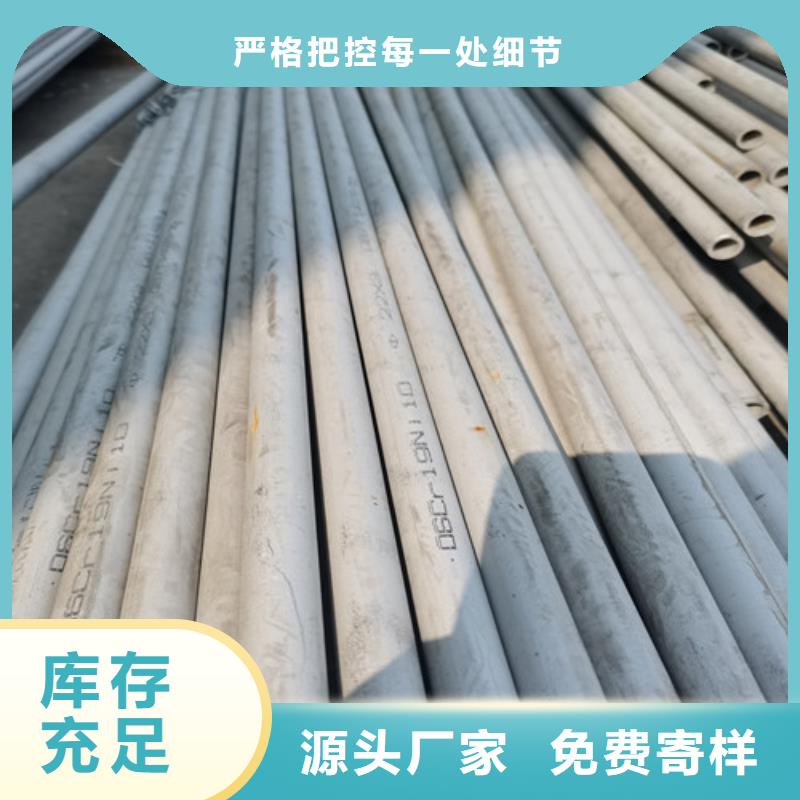
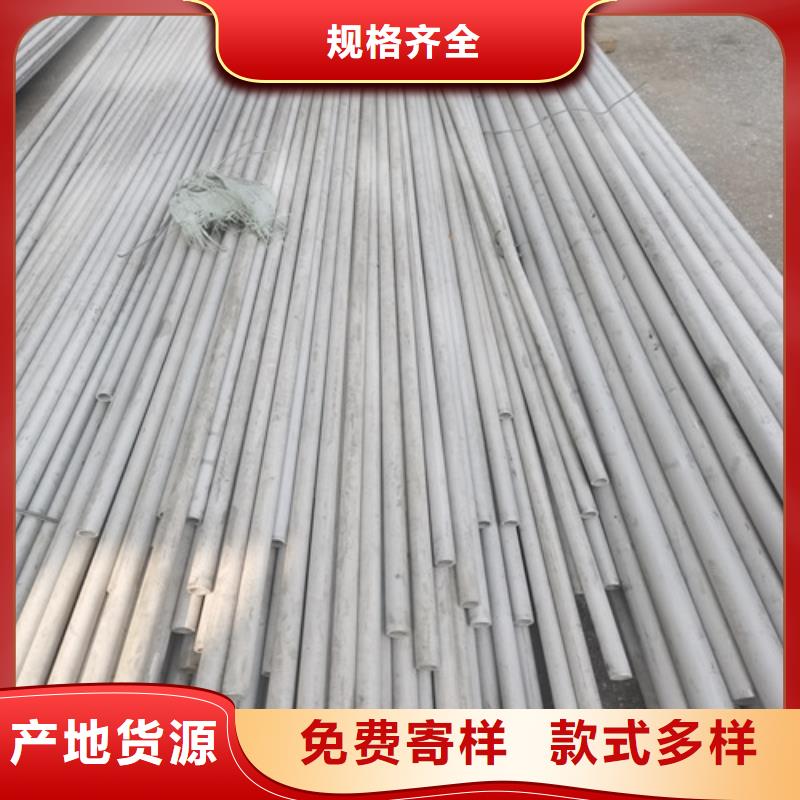
不锈钢,即耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学侵蚀性介质腐蚀钢的统称。不锈钢所含的铬合金元素会与腐蚀介质中氧气、氧化剂反应,反应后在钢表面形成一层自钝化氧化膜Cr2O3,该氧化膜可阻止钢基体进一步腐蚀,且这层铬氧化膜在空气或水中可立即形成,甚至能在划伤或损坏后自行修复。 不锈钢按基体组织分为铁素体、马氏体、奥氏体等,按成分分为析出硬化系(SUS600)、Cr 系(SUS400)、Cr-Ni 系(SUS300)及 Cr-Mn-Ni(SUS200)。 不锈钢管材、管件经除杂质、酸洗、钝化工艺处理后,可使生成的 Cr2O3钝化氧化膜厚度增加且致密性均匀增强;当不锈钢管件经精光工艺处理、不锈钢管经抛光处理后,不仅能表面缺陷,还使钝化膜更为细腻、致密,以减少点腐蚀的概率。同时,管件精光后内壁光洁、摩阻小,从而节约能耗。所以,不锈钢管不仅具有强度高,抗腐蚀性能强、韧性好的优点,还具有抗振动冲击和抗震、低温不变脆、经久耐用又可再生利用做装潢材料的特点,被越来越广泛的应用在建筑或安装材料中。 GB/T12771-2008 规定,薄壁不锈钢管是指壁厚与外径比不大于 3%的不锈钢管,目前行业使用的薄壁不锈钢管要求壁厚不小于 0.6mm,一般为 0.6mm~2mm,一般是由钢管经辗压、卷制后通常采用自动氩弧焊等熔焊焊接工艺焊接而成。建筑用薄壁不锈钢管材和管件含铬(Cr)量一般在 12%以上,并按需要添加其他金属元素形成奥氏体晶体结构。经研究证明,添加镍(Ni)元素可提高材料的延展性和韧性,使加工易成型,宜弯曲;减少碳(C)含量,可提高材料的焊接性能;添加钼(Mo)或锰(Mn)等元素的含量,可提高材料的耐点蚀和耐缝蚀的性能。


不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。



福伟达管业(山阴县分公司)引进先进的 304不锈钢管技术,性能更稳定,用拥有领先的制造和检测设备, 304不锈钢管生产效率更高。





 扫一扫
扫一扫